Manipulácia 15 000 PSI: Úvahy o dizajne fluidného konca Frac
Mar 05, 2026
Moderné hydraulické štiepenie posunulo ďaleko za hranice toho, čo priemysel ešte pred desiatimi rokmi považoval za extrémny tlak. V úzkych bridlicových formáciách, ako je Haynesville – kde bežne dosahujú tlaky na štiepenie 13 500 PSI alebo viac — a v najhlbších horizontálnych hrách teraz náročných až 15 000 PSI , je celý čerpací systém vystavený cyklickému namáhaniu, na ktoré väčšina konvenčných konštrukcií nikdy nebola skonštruovaná. Ako výrobca komponentov vysokotlakových kvapalinových koncoviek spolupracujeme s prevádzkovateľmi a servisnými spoločnosťami, ktoré každodenne čelia týmto požiadavkám. Nasleduje praktický rozpis konštrukčných úvah, na ktorých skutočne záleží pri týchto tlakoch.
Prečo je 15 000 PSI iný technický problém
Existuje významný rozdiel medzi navrhovaním pre 10 000 PSI a navrhovaním pre 15 000 PSI – a nie je to len otázka pridania ďalšieho materiálu. Pri extrémnych tlakoch sa dominantný režim poruchy posúva zo statického preťaženia na vysokocyklová únava . Tekutinový koniec na typickej frac úlohe môže dosiahnuť 150 až 300 tlakových cyklov za minútu. Počas 6- až 8-hodinovej fázy, ktorá sa premieta do miliónov cyklov namáhania na kvapalinovom koncovom bloku, piestoch, ventiloch a sedlách.
Kritickým problémom je koncentrácia stresu. Každý priesečník otvoru, závitové spojenie a vnútorný roh v bloku fluidného konca je potenciálnym miestom iniciácie trhliny. Pri tlaku 15 000 PSI sa dokonca aj malé geometrické nedokonalosti, ktoré by boli pri nižších tlakoch bezvýznamné, mohli rozšíriť do únavových trhlín v rámci jednej práce. To je dôvod, prečo sú konštrukčné rozhodnutia o geometrii, výbere materiálu a povrchovej úprave neoddeliteľné od výkonu v tejto tlakovej triede.
Výber materiálu: uhlíková oceľ vs. nehrdzavejúca oceľ pri ultravysokých tlakoch
Po mnoho rokov bola štandardom pre tekuté koncové bloky vysokopevnostná uhlíková oceľ (zvyčajne 4330M alebo ekvivalentné zliatiny). Uhlíková oceľ ponúka vynikajúcu pevnosť v ťahu - často v rozsahu Medza klzu 140 000 – 160 000 PSI — a strojuje sa predvídateľne. Pri tlaku 15 000 PSI s korozívnymi alebo vysokochloridovými štiepiacimi kvapalinami sa však prejaví slabosť uhlíkovej ocele: je náchylná na koróznu únavu, kde sa chemické napadnutie a mechanické namáhanie kombinujú, aby urýchlili rast trhlín podstatne rýchlejšie ako ktorýkoľvek z mechanizmov samotný.
Precipitátom kalené nehrdzavejúce ocele — najmä 17-4 PH a 15-5 PH — sa stali preferovaným materiálom pre náročné vysokotlakové aplikácie. Tieto zliatiny kombinujú vysokú medzu klzu (porovnateľnú s legovanou uhlíkovou oceľou) s podstatne lepšou odolnosťou proti korózii. V prevádzkach Permian Basin preukázali kvapalinové koncovky z nehrdzavejúcej ocele dlhšiu životnosť 3000 hodín čerpania v porovnaní s 800 – 1 200 hodinami, ktoré sú typickejšie pre ekvivalenty uhlíkovej ocele za podobných podmienok. Vyššie počiatočné náklady sú neustále kompenzované zníženou frekvenciou výmeny a kratším neproduktívnym časom.
| Materiál | Typická medza klzu | Odolnosť proti korózii | Najlepší prípad použitia |
|---|---|---|---|
| Uhlíková oceľ 4330M / 4140 | 140 000 – 160 000 PSI | Nízka | Frac sladkej vody, nižší tlak |
| Nerezová oceľ 17-4 PH | 155 000 – 170 000 PSI | Vysoká | Vysoká-pressure, corrosive fluid service |
| Nerezová oceľ 15-5 PH | 145 000 – 165 000 PSI | Vysoká | Ultravysokotlakové, agresívne kvapaliny |
| Duplex / Super Duplex | 90 000 – 116 000 PSI | Veľmi vysoká | Vysokály corrosive or sour service |
Jedným kritickým, ale často prehliadaným faktorom je čistota surovín. Elektrotroskové pretavovanie (ESR) oceľového výkovku odstraňuje nekovové inklúzie a vytvára jednotnejšiu metalografickú štruktúru. Pre kvapalinové hrdlá pracujúce pri 15 000 PSI nie sú výkovky v kvalite ESR prvotriednou možnosťou – sú základnou požiadavkou pre predvídateľnú únavovú životnosť.
Geometria tekutého koncového bloku a návrh križovatiek otvoru
Blok kvapalinového konca je miestom, kde sa sústreďuje najvyššie namáhanie v celom čerpacom systéme. V triplexnej alebo kvintuplexnej pumpe obsahuje blok viacero pretínajúcich sa otvorov – otvor piestu, sací kanál a výtlačný kanál sa stretávajú v spoločnej komore. Tento priesečník je najkritickejšou oblasťou namáhania v komponente a jeho geometria do značnej miery určuje únavovú životnosť.
Prechodový rádius a vnútorná povrchová úprava
Ostré vnútorné rohy pôsobia ako stresory. Pri 15 000 PSI môže polomer rohu len 0,030 palca oproti 0,090 palca znamenať 2–3× rozdiel v lokálnom faktore koncentrácie stresu . Výrobcovia kvalitných tekutých koncoviek investujú do presných CNC nástrojov špeciálne navrhnutých na obrábanie veľkorysých, konzistentných vnútorných polomerov na každom priesečníku vývrtu – toto nie je detail, ktorý je možné riešiť počas opravy; musí byť zabudovaný do pôvodnej špecifikácie kovania a obrábania.
Rovnako dôležitá je vnútorná povrchová úprava. Povrch otvoru s Ra (priemerná drsnosť) 32 mikropalcov oproti 8 mikropalcov môže významne zvýšiť riziko iniciácie únavovej trhliny v podmienkach vysokého cyklu. Leštenie vnútorných priechodov – najmä vo vývrte piesta a v blízkosti priesečníkov vývrtu – je jedným z najhodnotnejších dokončovacích krokov pre komponenty 15 000 PSI.
Očistenie brokov a zvyškový kompresný stres
Otryskávanie vnáša na povrch komponentu vrstvu zvyškového napätia v tlaku. Keďže únavové trhliny vznikajú a rastú pri ťahovom napätí, tlaková povrchová vrstva priamo pôsobí proti vzniku trhlín. V prípade blokov s tekutými koncami pracujúcimi pri ultravysokých tlakoch môže riadené otryskávanie kritických povrchov vývrtu predĺžiť životnosť 20 – 40 % pri cyklickom zaťažení v porovnaní s neopracovaným základným stavom na základe zdokumentovaného priemyselného testovania.
Dizajn ventilu a sedla pre servis 15 000 PSI
Ventily a sedlá patria medzi komponenty s najvyšším opotrebovaním v akomkoľvek čerpadle Frac a pri tlaku 15 000 PSI sa ich dizajn stáva významným faktorom prevádzkových nákladov. Ventil sa musí otvárať a zatvárať stokrát za minútu proti rozdielu tlaku kvapaliny, ktorý pri tejto tlakovej triede vyvíja enormné nárazové zaťaženie na čelo sedla ventilu pri každom uzavretí.
Geometria sedadla a kontaktný uhol
Kontaktný uhol medzi ventilom a čelom sedla určuje kontaktné napätie pri zatváraní. Užší kontaktný pás koncentruje dosadaciu silu na menšiu plochu, čím zlepšuje integritu tesnenia, ale tiež zvyšuje mieru opotrebovania. Väčšina konštrukcií vysokotlakových ventilov pre servisné použitie ≥ 10 000 PSI a Kontaktný uhol 45° alebo 30° s tvrdenou vložkou na čele sedadla. Materiál vložky – zvyčajne karbid volfrámu alebo zliatina s tvrdým povrchom – musí odolať nárazovému zaťaženiu pri zatváraní a erozívnemu účinku tekutiny naplnenej abrazívnym propantom prúdiacej vysokou rýchlosťou.
Oblasť prietoku a pokles tlaku cez ventil
Pri vysokých rýchlostiach čerpania (často 10 – 20 barelov za minútu na piest) môže pokles tlaku na sacom ventile znížiť čistú pozitívnu saciu výšku (NPSH) natoľko, že spôsobí kavitáciu na sacej strane. Kavitácia v kvapalinovom konci pracujúca pri 15 000 PSI je obzvlášť deštruktívna – kolaps kavitačných bublín v blízkosti kovových povrchov vytvára lokalizované špičkové tlaky, ktoré môžu prekročiť 100 000 PSI na mikroúrovni, čo spôsobuje rýchle poškodenie jamkami. Konštrukcie ventilov so zväčšenou prietokovou plochou v porovnaní s prierezom otvoru plunžera sú preto výhodné pre vysokorýchlostné a vysokotlakové operácie.
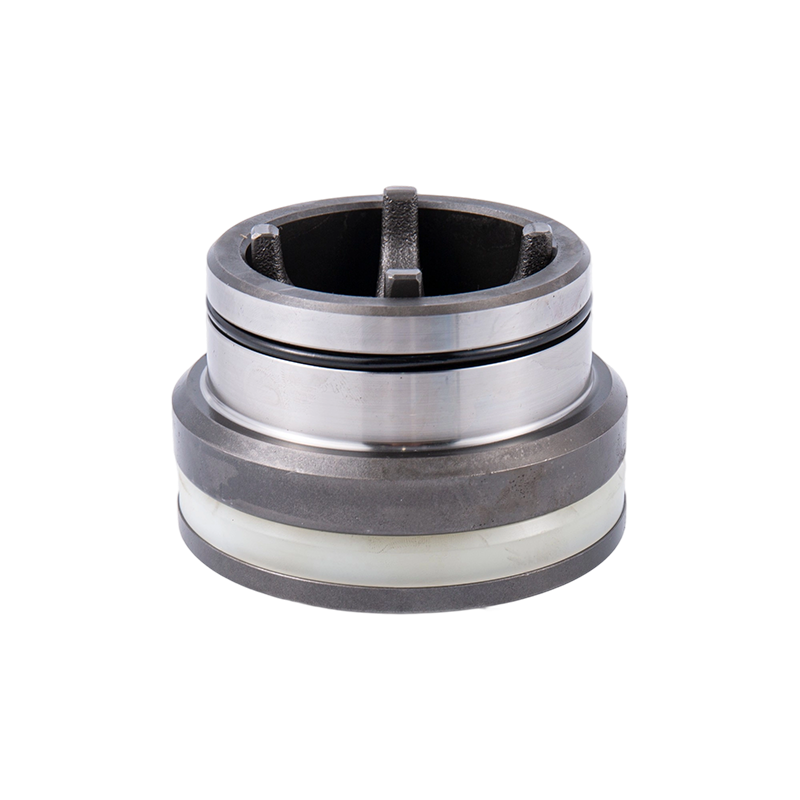
Úvahy o výbere piestu a systéme balenia
Piest a jeho pridružený tesniaci systém patria medzi najčastejšie servisované komponenty vo vysokotlakovom čerpadle Frac. Pri 15 000 PSI dochádza k nepretržitému dynamickému zaťažovaniu tesnenia – tesnenie musí odolávať rozdielu tlaku takmer 1 000-násobku atmosférického tlaku, zatiaľ čo sa piest pohybuje tam a späť rýchlosťou až 200 zdvihov za minútu.
- Priemer piestu: Piest s menším priemerom (napr. 3,5" vs. 4,5") znižuje zaťaženie hnacej časti pri danom tlaku, čo môže predĺžiť životnosť piesta aj upchávky. Avšak menšie priemery znižujú prietok na zdvih a môžu vyžadovať vyššie otáčky na udržanie rýchlosti.
- Tvrdosť povrchu a povrchová úprava: Pre vysokotlakovú prevádzku sú štandardné piesty potiahnuté karbidom volfrámu alebo plné keramické piesty. Keramické plunžery ponúkajú vynikajúcu tvrdosť (typicky Rockwell 90 HRA) a odolnosť proti korózii, čo prispieva k výrazne nižšej miere opotrebovania v porovnaní s konvenčnou chrómovanou oceľou.
- Baliaci materiál a geometria: Výplňové hmoty na báze HNBR a PTFE sú preferované pre ich chemickú odolnosť a rozmerovú stabilitu pri vysokotlakových cykloch. Viacprvkové sady upchávok s vyhradeným lucernovým krúžkom na distribúciu mazania prekonávajú jednoduchšie jednoprvkové konštrukcie pri 15 000 PSI.
- Systém mazania: Nepretržité nútené mazanie tesnenia nie je pri týchto tlakoch voliteľné. Bez adekvátneho mazania môže životnosť balenia pri 15 000 PSI klesnúť zo stoviek hodín na jedno zamestnanie alebo menej .
Vysokotlaková žehlička a dizajn potrubia
Kvapalinová časť je len jednou časťou vysokotlakového okruhu. Za čerpadlom musí byť prietokové železo – prípojky s kladivom, upravovacie železo, otočné kĺby a prípojky ústia vrtu – dimenzované na rovnakú triedu pracovného tlaku. Nesúlad medzi menovitým tlakom na konci kvapaliny a menovitým prietokom železa je bezpečnostným rizikom a častým zdrojom nehôd.
Pre službu 15 000 PSI by všetky komponenty prietokového železa mali niesť a 15 000 PSI working pressure (WP) rating with a 2:1 safety factor , čo znamená minimálny skúšobný tlak 30 000 PSI. API 6A riadi komponenty vrtu a vianočného stromčeka v tejto tlakovej triede, zatiaľ čo API 7K pokrýva čerpadlo a úpravu železa. Zabezpečenie toho, že všetky spoje v prietokovej ceste sú certifikované podľa konzistentných noriem – vrátane tvarov závitových spojov kladiva a tesnení spojov – je nevyhnutné pre integritu aj bezpečnosť personálu.
Vyrábame a dodávame široký sortiment komponentov vysokotlakových kvapalinových koncoviek a Frac čerpadlá kvapalina koncové produkty navrhnuté pre náročné prevádzky vrtov — ak získavate komponenty pre váš vysokotlakový okruh, vítame príležitosť prediskutovať vaše špecifické požiadavky.
Požiadavky na zabezpečenie kvality a sledovateľnosť
Pri tlaku 15 000 PSI porucha komponentu nie je nepríjemnosťou – je to bezpečnostná udalosť. Vďaka tomu je vysledovateľnosť materiálu a nedeštruktívne testovanie (NDT) nevyjednávateľné a nie voliteľné kroky kvality.
Nasledujúce kroky v oblasti kvality by mali byť štandardnou praxou pre akýkoľvek komponent tekutého konca alebo prietokový železný komponent určený pre ultravysokotlakovú prevádzku:
- Sledovateľnosť certifikácie materiálu od tepla ocele cez kovanie, obrábanie a výstupnú kontrolu – každý komponent by mal niesť jedinečný identifikátor, ktorý možno vysledovať k jeho originálnym materiálovým certifikátom.
- Magnetická kontrola častíc (MPI) alebo testovanie tekutým penetrantom všetkých kritických povrchov po obrábaní na zistenie defektov porušujúcich povrch.
- Ultrazvukové testovanie (UT) výkovkov pred obrábaním na detekciu podpovrchových inklúzií alebo dutín, ktoré by na povrchu neboli viditeľné.
- Rozmerová kontrola pomocou kalibrovaného CMM zariadenia na overenie geometrie otvoru, tvaru závitu a povrchovej úpravy podľa špecifikácie.
- Skúška hydrostatickým tlakom zmontovaných kvapalinových koncov na minimálne 1,5-násobok pracovného tlaku pred dodaním.
Operátori, ktorí získavajú koncovky kvapalín na trhu s náhradnými dielmi, by si mali ako štandardnú požiadavku na obstarávanie vyžiadať kompletný balík dokumentácie kvality – vrátane certifikátov o surovinách, záznamov o kontrole a správ o skúškach. Každý dodávateľ, ktorý nie je ochotný poskytnúť túto dokumentáciu, by sa mal považovať za riziko pri servisných podmienkach 15 000 PSI.
Postupy údržby, ktoré predlžujú životnosť pri ultravysokom tlaku
Dokonca aj najlepšie navrhnutá kvapalinová koncovka predčasne zlyhá bez správneho režimu údržby. Pri 15 000 PSI je hranica chyby úzka. Nasledujúce postupy dôsledne odlišujú operátorov, ktorí dosahujú dlhú životnosť kvapaliny, od tých, ktorí majú chronické poruchy:
- Kontrolované predpätie balenia: Nadmerné utiahnutie matíc upchávky je jednou z najčastejších príčin predčasného opotrebovania piestu a upchávky. Používajte kalibrované momentové kľúče a dodržujte špecifikácie OEM – zvyčajne by sa malo tesnenie pripevniť na špecifikovaný moment predpätia a potom by sa malo monitorovať tesnosť, a nie preventívne príliš utiahnuť.
- Protokol zvyšovania tlaku: Spustenie čerpadla za studena priamo na prevádzkový tlak 15 000 PSI namáha tesnenia a upchávky skôr, než dosiahnu prevádzkovú teplotu a rozmerovú rovnováhu. Postupné zvyšovanie tlaku – zvýšenie tlaku na 50 % na 2–3 minúty pred prechodom na plný prevádzkový tlak – môže merateľne predĺžiť životnosť balenia.
- Bežná kontrola ventilov a sediel: Stanovte si definovaný interval kontroly založený na hodinách čerpania, nielen na počte úloh. Opotrebované sedlá, ktoré sú ponechané v prevádzke, začínajú prúdiť – čo umožňuje tekutine erodovať drážku na povrchu sedla – a to rýchlo prerastá z malého problému s opotrebovaním do poškodenia bloku, ktoré si môže vyžadovať zošrotovanie telesa tekutého konca.
- Kontrola trhlín bloku: Po každej väčšej práci alebo definovanom intervale hodín čerpania by sa bloky kvapalinových koncoviek mali skontrolovať pomocou MPI na únavové trhliny v počiatočnom štádiu, najmä okolo priesečníkov vývrtov. Zachytenie trhlín v hĺbke 0,5–1,0 mm umožňuje opravu bloku alebo plánovanú výmenu; ich nájdenie pri 5 mm zvyčajne znamená, že blok je šrot.
Ekonomika investovania do správneho vybavenia
Inštinkt minimalizovať počiatočné náklady na komponenty je pochopiteľný, ale pri 15 000 PSI je to zvyčajne najdrahšie rozhodnutie, aké môže operátor urobiť. Uvažujme o scenári, kde lacnejšia kvapalinová koncovka z uhlíkovej ocele stojí 18 000 USD a dosahuje 900 hodín prevádzky pri vysokotlakovej aplikácii s vysokým obsahom chloridov v porovnaní s ekvivalentom nehrdzavejúcej ocele za 28 000 USD, ktorý dosahuje 3 200 hodín za rovnakých podmienok. Cena za hodinu čerpania je 20 USD za možnosť uhlíkovej ocele oproti 8,75 USD za možnosť z nehrdzavejúcej ocele — 56 % zníženie nákladov na súčiastky na výrobnú hodinu pred zohľadnením dodatočných časov montáže/odstavenia, NPT a logistických nákladov na dodatočné výmeny.
Táto analýza sa ďalej zmení, keď zohľadníte náklady na neplánovanú poruchu uprostred úlohy – stratený čas čerpania, potenciálne poškodenie formácie v dôsledku prerušenia úlohy a náklady na mobilizáciu náhradného zariadenia. Pri 15 000 PSI štruktúra nákladov výrazne uprednostňuje investície do kvalitnejších komponentov, prísnejšieho zabezpečenia kvality a proaktívnych intervalov údržby.
Výzvy týkajúce sa dizajnu frakčných operácií 15 000 PSI sú značné, ale sú dobre pochopené. Výber materiálu, geometria bloku, dizajn ventilu, kvalita upchávkového systému a prísne protokoly kontroly kvality spolu určujú, či vaša investícia do kvapalinovej koncovky spoľahlivo funguje počas tisícok hodín alebo sa stane opakujúcim sa nákladom. Naše komponenty navrhujeme a dodávame s ohľadom na tieto špecifické požiadavky – ak vaše prevádzky prechádzajú do tejto tlakovej triedy, radi preberieme, čo to znamená pre vaše rozhodnutia týkajúce sa zdrojov zariadenia.